Engineered for
Precision Manufacturing.
Advanced laboratories and manufacturing capabilities designed to meet the most demanding quality and purity standards.

Infrastructure
Advanced Manufacturing Complex
Our Fairfield, New Jersey headquarters houses a comprehensive ingredient technology facility designed to meet the most demanding requirements for high-purity production standards.
With 15,000 square feet of laboratory and production space, we maintain separate areas for R&D, pilot-scale production, and kilo-scale manufacturing.
Our production facilities are equipped to seamlessly scale from lab to kilo-scale manufacturing with glass and stainless-steel reactors ranging from 50 to 100 liters, alongside large-scale rotary evaporators, advanced filtration units, and dedicated prep-chromatography systems.
Capabilities
Manufacturing Capabilities
Advanced equipment and infrastructure designed for high-purity production from milligrams to kilograms.
Synthetic Laboratories
Fully equipped fume hoods, dedicated bench space, and advanced purification systems for complex syntheses.
Temperature Control
Cryogenic capabilities (-90°C) to high-temperature reactions (200°C+) with precise control.
Production Suites
Segregated production areas with dedicated equipment to prevent cross-contamination.
Analytical Laboratory
2 HPLC-MS units, Prep-HPLC, UHPLC, GC-MS, NMR, FTIR, UV-Vis, polarimeter, and titration modules.
Quality Control
Dedicated QC lab with validated methods and equipment for release testing.
Documentation Systems
Electronic batch records, chain of custody, and comprehensive quality documentation.
Instrumentation
Analytical Precision
Comprehensive analytical capabilities for complete characterization and quality control of bioactive compounds.
Chromatography
- 2 HPLC-MS systems with UV/PDA
- UHPLC for rapid development
- Prep-HPLC purification
- Chiral HPLC analysis
- GC-MS analysis
Spectroscopy
- NMR (¹H, ¹³C, 2D)
- High-res mass spectrometry
- FTIR spectroscopy
- UV-Vis spectrophotometry
- Optical rotation
Physical Testing
- Melting point determination
- Karl Fischer moisture
- pH & conductivity
- Organoleptic evaluation
- Precision microbalances
Gallery
Inside Our Facility
Take a look at our advanced laboratories, specialized equipment, and quality-controlled production environments.

Production Laboratory
Manufacturing operations

Precision Analysis
Analytical chemistry

Process Development
Pilot-scale production

Production Reactors
Kilo-scale synthesis

Pressure Reactor
Specialized synthesis

R&D Laboratory
Research & development
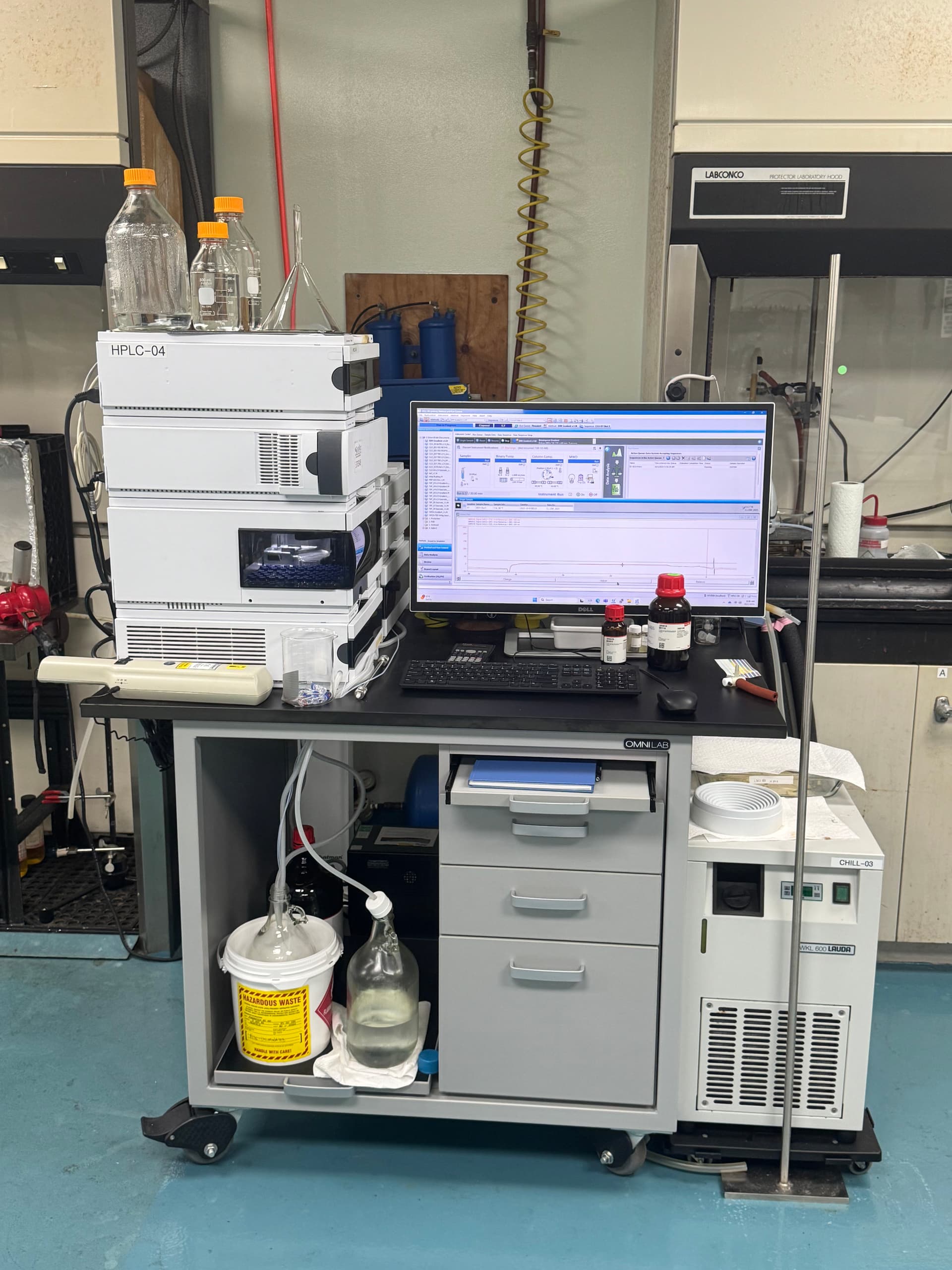
HPLC-MS System
Analytical testing

Manufacturing Evaporator
Large-scale purification

R&D Evaporators
Process development
Compliance
Quality Assurance
Rigorous quality systems ensuring consistency, safety, and regulatory compliance for every production run.
Rigorous Protocols
Comprehensive analytical testing, validated processes, and batch documentation for every run.
Pharma-Grade Standards
Manufacturing practices following the spirit of GMP with controlled environments and validated equipment.
Safety & EHS
Comprehensive program including chemical hygiene, waste management, and emergency response.